25. januari 2024
Borrverktyg från Schwanog för optimerad produktivitet: Vänster och höger skärkant med olika profiler!
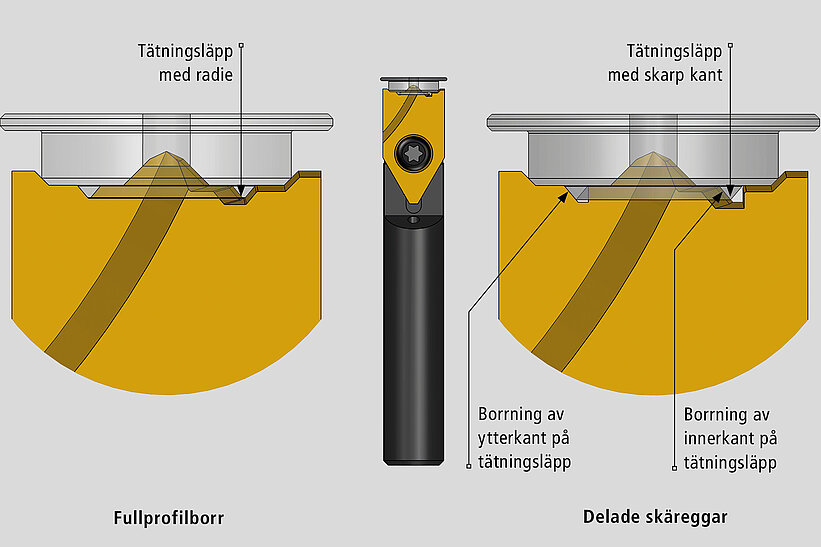
Om en tätningsläpp tillverkas med en konventionell profilborr bildas ingen vass kant vid tätningsläppens spets. Detta beror på att borren alltid har en radie i detta område på grund av tillverkningsprocessen (bild 1).
För att uppnå en absolut vass kant vid spetsen går det att dela borrkronans profil. Den vänstra skärkanten är individuellt slipad i motsats till den högra skärkanten (se bild 2), vilket gör att tätningsläppens spets blir vass.
Tack vare den delade profilen direkt på borrkronan behövs inget extra verktyg för att skapa skärpan.
Denna lösning kan med framgång användas för många krävande och komplexa borrningsmoment.
Vänster och höger skärkant med olika profiler
Dela: