Usinage des rayons avec le polygonnage Schwanog !
Un système de polygonnage ne permet pas seulement de produire des surfaces mais aussi des arcs. Puisque contrairement au fraisage, aucun arrêt de rotation de broche n’est nécessaire, le polygonnage Schwanog a l’avantage de procurer un gain de temps énorme et une réduction importante des coûts pièce.
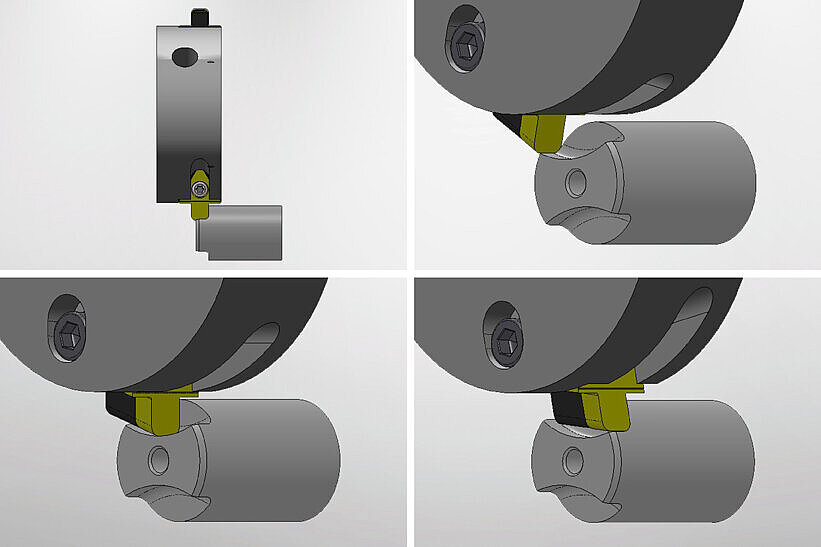
Comment cela fonctionne t-il ?
La matière et les outils sont en rotation et nécessitent les mêmes conditions qu‘un polygonnage soit un appareil porte outil et une broche en rotation synchrone.
Par rapport polygonnage, le sens de rotation de l‘outil et le tranchant d’outil sont maintenant tournés de façon à ce que la pièce et le tranchant de coupe fonctionnent dans la même direction. En raison d’une vitesse périphérique de l‘outil plus élevée, le tranchant de coupe dépasse la pièce et génère ainsi un arc dans la pièce à usiner.
A savoir :
- La dimension des arcs dépend principalement du diamètre sur lequel les arêtes des plaquettes s‘inscrivent.
- Ainsi, ce diamètre doit-il être défi ni en bureau d‘étude pour chaque utilisation spécifi que et y être adapté.
- Il est possible de produire des arcs de 7,5 mm à 20 mm de rayon dans la mesure où le support d‘outil et le diamètre du cercle de rotation de l’outil le permettent.
- S‘il s‘agit de deux arcs décalés de 180°, on peut alors fabriquer des arcs plus grands puisque le rapport.
AVANTAGES :
- Z- Gain de temps allant jusqu’à 80% par rapport à la fraise.
- Gain supplémentaire d’effi cience du fait qu’aucun d’arrêt de rotation de broche n’est requis.
- Sécurité de processus élevée avec les polygoneurs PWP Schwanog Multikant.