Radien schlagen mit Schwanog!
Durch Mehrkantschlagen lassen sich nicht nur Flächen herstellen, sondern auch Radien. Da gegenüber dem Fräsen kein Spindelstopp erforderlich ist, führt das Mehrkantschlagen mit Schwanog zu einem enormen Zeitvorteil und zu einer markanten Stückkostenreduzierung.
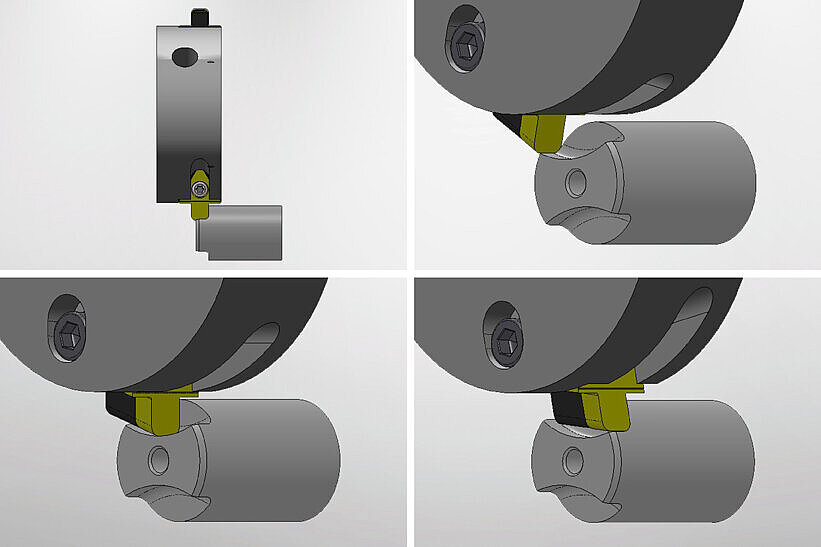
Wie das geht? Werkstück und Werkzeug drehen sich und benötigen die gleiche Voraussetzung wie beim Mehrkantschlagen von Schlüsselflächen: Ein dementsprechender Apparat oder eine synchron zur Hauptspindel laufende Werkzeugspindel.
Die Drehrichtung des Werkzeugs und die Werkzeugschneide werden nun gegenüber dem Mehrkantschlagen von Schlüsselflächen herum gedreht, damit Teil und Schneide in gleicher Richtung laufen. Bedingt durch die höhere Umfangsgeschwindigkeit des Werkzeugs überholt die Schneide das Teil und es wird ein Radius an dem Drehteil geschlagen.
Wichtig zu wissen:
- Die Größe der Radien ist hauptsächlich vom Schlagkreisdurchmesser abhängig.
- Daher muss dieser Durchmesser für jeden Anwendungsfall konstruktiv geprüft und angepasst werden.
- Herstellbar sind Radien von 7,5 mm bis 20 mm, wenn Werkzeugaufnahme und Schlagkreisdurchmesser dies zulassen.
- Gilt es zwei um 180° versetzte Radien zu schlagen, können auch wesentlich größere Radien hergestellt werden, da das Übersetzungsverhältnis zwischen Werkzeugspindel und Hauptspindel von 1:1 auf 2:1 verändert werden kann.
VORTEILE:
- Zeitvorteil gegenüber dem Fräsen von bis zu 80%
- Zusätzliche Effizienzsteigerung, da kein Spindelstopp erforderlich
- Hohe Prozesssicherheit mit Schwanog PWP-Multikant Schlagmesser